Lorsque les ingénieurs ou les équipes d'achat demandent un Devis PCB, l'une des questions les plus courantes est :
“Why does this board cost this much?”
PCB fabrication cost is not a single number—it is the result of multiple manufacturing steps, material choices, and process requirements.
Ce guide explique comment se structure le coût de fabrication des circuits imprimés, quelles étapes y contribuent le plus et comment les décisions de conception influencent le prix total de production.
Table des matières
Qu'est-ce qui détermine le coût de fabrication des circuits imprimés ?
Le coût des circuits imprimés dépend de quatre facteurs principaux :
- Structure de la carte (nombre de couches, empilement)
- Sélection des matériaux
- Complexité des processus
- Tolérances requises et niveau de qualité
Pour bien comprendre les coûts, il est utile d'examiner les coûts réels. Procédé de fabrication de circuits imprimés étape par étape.
Chaque étape ajoute un coût mesurable en fonction de la complexité et des exigences de précision.
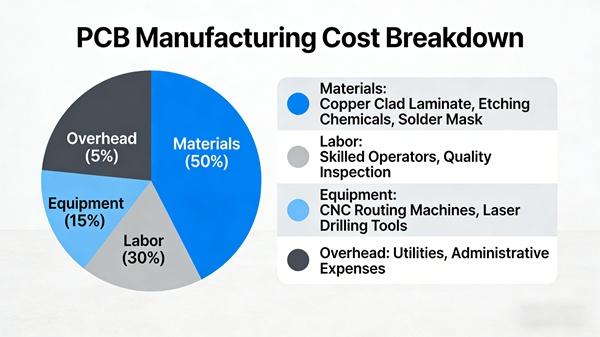
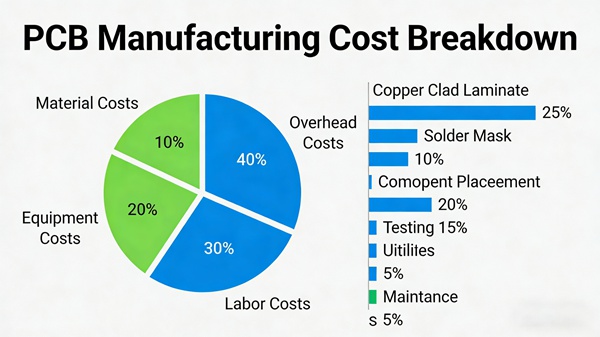
1. Coût des matières premières
Le matériau est à la base du coût de fabrication.
Les principaux composants sont les suivants :
- Stratifié revêtu de cuivre (FR4, haute Tg, Rogers, etc.)
- Feuilles préimprégnées
- Épaisseur de la feuille de cuivre
- Produits chimiques pour le traitement de surface
Les matériaux à Tg plus élevée, les stratifiés à faibles pertes ou les substrats spéciaux augmentent considérablement le coût par rapport au FR4 standard.
Le choix des matériaux peut à lui seul représenter une part importante du prix total d'un circuit imprimé.
2. Nombre de couches et cycles de laminage
Le nombre de couches a un impact direct sur le coût.
Plusieurs couches sont nécessaires :
- Imagerie supplémentaire de la couche interne
- Cycles de laminage supplémentaires
- Plus d'opérations de forage
- Inspection renforcée
Par exemple :
- Les cartes à deux couches sont simples et économiques.
- 4–6-layer boards add lamination complexity.
- Plus de 8 couches augmentent considérablement les étapes de fabrication et le risque lié au rendement.
Chaque cycle de laminage ajoute du temps, de la main-d'œuvre et une sensibilité au rendement.
3. Structure de perçage et de via
Le coût du forage dépend :
- Nombre de trous
- Diamètre du trou
- Type de connexion (trou traversant, aveugle, enfoui)
- Format d'image
Les conceptions à haute densité avec de petites microvias augmentent le temps de perçage et la complexité du placage.
Une conception mal optimisée peut également augmenter le risque de Défauts de fabrication des circuits imprimés
More risk equals more inspection and potentially lower yield—both increase cost.
4. Largeur, espacement et tolérances des tracés
Des règles de conception plus strictes exigent un contrôle plus précis de l'imagerie et de la gravure.
Traces très fines et espacement serré :
- Augmenter la difficulté du processus
- Réduire la marge de rendement
- Exiger des inspections plus strictes
Les conceptions qui repoussent les limites minimales sans nécessité augmentent souvent les coûts sans améliorer la fonctionnalité.
Les ingénieurs doivent examiner de manière réaliste Tolérances de fabrication des circuits imprimés
Aligner la conception sur les capacités de fabrication est l'un des moyens les plus simples de contrôler le budget.
5. Sélection de la finition de surface
La finition de surface a une incidence à la fois sur le coût et sur les performances d'assemblage.
Les finitions courantes comprennent :
- HASL
- HASL sans plomb
- ENIG
- Argent d'immersion
- Étain d'immersion
L'ENIG, par exemple, coûte plus cher que le HASL, mais offre une meilleure planéité et une meilleure résistance à la corrosion.
La sélection doit être basée sur les exigences de l'assemblage, et non sur les habitudes.
6. Exigences en matière d'impédance contrôlée et de haute vitesse
Les cartes nécessitant une impédance contrôlée ajoutent :
- Temps d'ingénierie cumulé
- Modélisation d'impédance
- Fabrication de coupons d'essai
- Inspection supplémentaire
Impedance control adds value—but it also adds cost.
7. Contrôle qualité et essais
L'inspection et les essais sont essentiels pour garantir la fiabilité.
Les éléments de coût courants comprennent :
- AOI inspection
- Essais électriques (sonde volante ou dispositif de fixation)
- Radiographie pour cartes HDI
- Analyse transversale
Une stricte Processus de contrôle qualité des circuits imprimés assure un rendement stable, mais contribue également aux coûts de fabrication.
Lower-cost suppliers may reduce inspection steps—often at the expense of reliability.
8. Volume de production
Le volume influe considérablement sur le prix unitaire.
- Les prototypes ont un coût unitaire plus élevé en raison du temps nécessaire à leur mise au point.
- Un volume moyen permet d'équilibrer la configuration et l'efficacité de la production.
- Les volumes importants bénéficient d'économies d'échelle.
Cependant, des tolérances extrêmement serrées ou des structures complexes peuvent limiter la réduction des coûts, même en cas de volumes élevés.
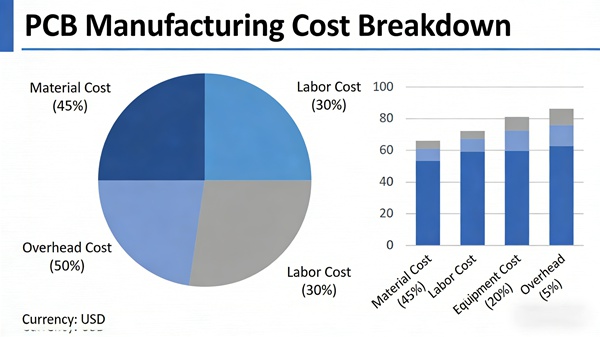
Résumé des facteurs de coûts types
| Facteur de coût | Niveau d'impact | Why |
|---|---|---|
| Nombre de couches | Haut | Plus d'étapes du processus |
| Type de matériau | Haut | Les stratifiés spéciaux sont coûteux. |
| Microvias / HDI | Haut | Forage et placage complexes |
| Tolérances serrées | Medium–High | Marge de rendement inférieure |
| Finition de la surface | Moyen | Coût des matériaux et des produits chimiques |
| Niveau de test | Moyen | Heure d'inspection |
Comprendre ces facteurs permet de prendre des décisions plus judicieuses en matière de coûts dès les premières étapes de la conception.
Comment réduire les coûts de fabrication des circuits imprimés
Moyens pratiques pour contrôler les coûts :
- Évitez les augmentations inutiles du nombre de couches
- Ne pas trop préciser les tolérances
- Utilisez des matériaux standard dans la mesure du possible.
- Optimiser via des structures
- Confirmer les exigences réelles en matière d'impédance
- Consultez le fabricant avant de finaliser l'empilement.
De petits ajustements au niveau de la conception peuvent permettre de réaliser des économies substantielles sans compromettre les performances.
Coût et fiabilité : trouver le juste équilibre
Un coût moins élevé n'est pas toujours préférable.
Supprimer des étapes d'inspection ou choisir des matériaux de mauvaise qualité peut réduire le prix initial, mais augmente le risque de défaillance à long terme.
The goal is not to minimize cost at any price—but to optimize cost relative to performance and reliability requirements.
Conclusion
PCB manufacturing cost is the result of multiple controlled processes—not arbitrary pricing.
Comprendre comment chaque étape de fabrication contribue au coût permet aux ingénieurs et aux équipes d'achat de prendre des décisions éclairées.
En alignant leurs choix de conception sur des capacités de fabrication réalistes, les entreprises peuvent obtenir une qualité stable, des prix prévisibles et une production fiable.
Foire aux questions (FAQ)
R : Les raisons les plus courantes sont l'augmentation du nombre de couches, les matériaux spéciaux, les tolérances serrées, les microvias ou les exigences en matière d'impédance contrôlée. Même de petites contraintes de conception peuvent avoir une incidence significative sur le rendement et la complexité du processus.
R : Dans la plupart des cas, oui. Moins il y a de couches, moins il y a de cycles de laminage et moins il y a de traitement. Cependant, la réduction du nombre de couches peut nécessiter un routage plus serré, des traces plus petites ou davantage de vias, ce qui peut annuler les économies réalisées. Il est important de trouver un équilibre dans la conception.
R : L'impédance contrôlée ajoute du temps d'ingénierie, des coupons d'essai et des inspections supplémentaires. L'augmentation des coûts dépend de la complexité de la carte et des exigences en matière de tolérance. Pour les conceptions simples, l'augmentation est modérée. Pour les cartes HDI à haute vitesse, elle peut être plus importante.
R : Oui, l'ENIG est plus coûteux en raison des coûts liés aux matériaux et au traitement chimique. Il est généralement rentable lorsque la planéité, l'assemblage à pas fin ou la résistance à la corrosion sont essentiels. Pour les cartes industrielles standard, le HASL est souvent suffisant.
A: Yes. Tight trace width, spacing, or hole tolerances reduce process margin and yield. This increases inspection requirements and production risk, which raises cost. Tolerances should match functional needs—not exceed them unnecessarily.