Table des matières
Objectif et importance de l'inspection
Cartes de circuits imprimés (PCB) sont les composants essentiels des produits électroniques, et leur qualité détermine directement les performances et la fiabilité du produit final. Le contrôle de la qualité à la réception (IQC) vise à identifier et à éliminer efficacement les cartes non conformes au moyen de processus normalisés, afin d'empêcher les cartes problématiques d'entrer dans la production et de réduire les échecs après-vente et les coûts cachés. Selon les données d'IPC International, une inspection stricte à l'arrivée peut réduire les taux de défaillance après-vente de plus de 30 % (Source : IPC 2023 Annual Report).
Environnement d'inspection et conditions de base
| Condition d'inspection | Exigence standard |
|---|---|
| Intensité d'éclairage | 500 Lux ou plus (lumière naturelle ou lampe fluorescente) |
| Distance d'inspection | 30–45 cm |
| Angle d'éclairage | 30°–60° between the object and the light source |
| Angle de vue | 30°–60° to the inspected surface, nearly perpendicular to the light source |
| Vision de l'inspecteur | 0,8 ou plus, pas de daltonisme |
| Outils auxiliaires | Dessins, échantillons et documents relatifs aux spécifications d'inspection |
Éléments et méthodes d'inspection détaillés
1. Inspection de l'emballage et de l'étiquetage
- Contenu: L'emballage extérieur est résistant à l'humidité et n'est pas endommagé ; le nom du produit, le modèle, la quantité et les autres éléments d'identification sont clairs.
- MéthodeInspection visuelle complète.
- StandardL'emballage intact, l'étiquetage correct et l'emplacement du déshydratant sont conformes aux exigences.
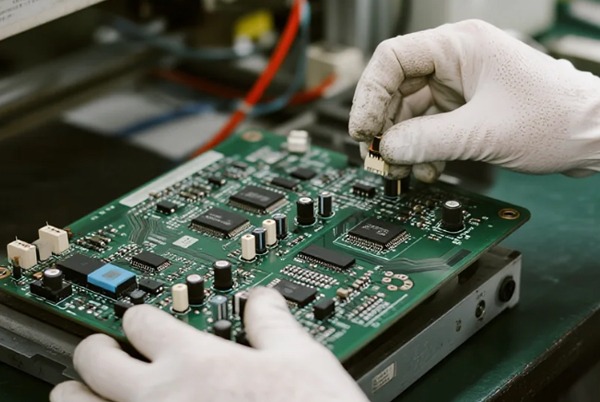
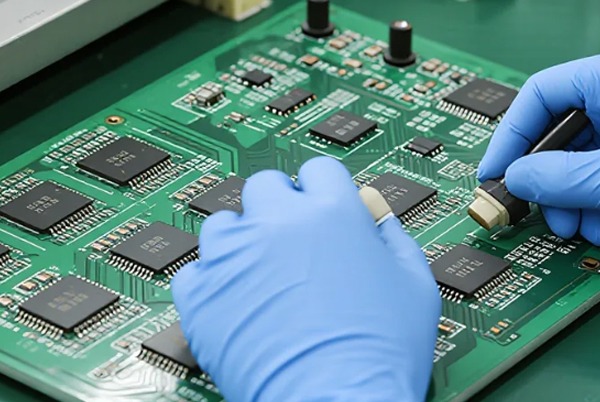
2.Inspection visuelle
- Articles:
- Surface du panneau propre, exempte de taches, d'oxydation, de rayures et de bavures ;
- Impression de caractères clairs, contenu correct, pas de flou ni de rupture d'impression ;
- Masque de soudure (huile verte) uniforme, pas de cloques, de rides ou d'exposition au cuivre ;
- La plage de soudure est intacte, exempte d'oxydation, de décollement ou de couverture.
- Bords de la planche et V-CUT lisses, sans fissures ni bavures.
- Méthode: Assistance visuelle + loupe, échantillonnage ou inspection complète.
- StandardConformément à la norme IPC-A-600G Classe 2 (qualité industrielle).
3. Vérification dimensionnelle et structurelle
- Outils: Pieds à coulisse, instruments de mesure optique et équipement de sectionnement (pour les cartes multicouches).
- Articles:
- Longueur, largeur, épaisseur, diamètre des trous, largeur des lignes/intervalle entre les lignes, etc.
- Layer-to-layer registration for multilayer boards (offset ≤50μm);
- Warpage: Generally required to be ≤0.75% of board length (varies depending on board thickness).
- Standard: IPC-6012B, GB/T 4677.
4.Essais de performance électrique
- Test de continuitéUtiliser un multimètre ou un testeur à sonde volante, écart d'impédance <5% ;
- Résistance de l'isolation: Test at 500VDC, resistance value should be ≥100MΩ (IPC-TM-650 2.6.3);
- Test de résistance à la tension: Appliquer la haute tension conformément aux spécifications du produit pour vérifier la sécurité.
5.Essai de soudabilité et de résistance à la chaleur de brasage
- Soudabilité: Immersion in solder at 235±5℃ for 2–3 seconds, the solder wetting rate should be ≥95%;
- Résistance à la chaleur de brasage: Immerse in tin at 260±5°C for 10 seconds without bubbling, delamination, or green solder mask peeling.
6.Essais de fiabilité environnementale (échantillonnage)
- Résistance à la température: Simulate reflow soldering (peak 260℃±5℃, 10 seconds);
- Essai de chaleur humide: Place in 85℃/85% RH environment for 96 hours, no performance degradation after testing.
Problèmes courants et contre-mesures
| Problème | Analyse des causes profondes | Solution et norme d'acceptation |
|---|---|---|
| Déformation d'un lot | Problèmes de stockage ou de matériel | Supplier pre-baking (125℃/2 hours), warpage ≤0.75% |
| Mauvaise soudabilité du tampon | Oxydation ou contamination | Wetting balance test, solder spread area ≥95% (J-STD-003B) |
| Décollement du vert de la feuille ou formation de cloques. Décollement de la couche verte ou formation de bulles | Processus ou durcissement insuffisant | Test d'adhésion (méthode adhésive 3M), pas de décollement |
| Caractères flous/manquants | Problèmes liés au processus d'impression | Par rapport aux échantillons, les identifications critiques doivent être claires |
| Déviation du trou ou anneau annulaire insuffisant | Écart de précision de perçage | Use hole gauge inspection, annular ring ≥0.1mm |
Liste des équipements d'inspection recommandés
- Outils de base : Loupe, pied à coulisse, multimètre ;
- Équipement professionnel :Inspecteur optique AOI, testeur d'impédance, pot de soudure à température constante, chambre à température et humidité constantes et équipement de sectionnement.
Références standard
- IPC-A-600: Acceptabilité des cartes imprimées ;
- IPC-6012Spécification de qualification et de performance pour les cartes imprimées rigides ;
- J-STD-003: Tests de soudabilité ;
- GB/T 4677: Norme nationale chinoise (équivalente aux méthodes IPC).
Résumé et recommandations
Les entreprises doivent personnaliser les spécifications d'inspection en fonction des exigences de leurs propres produits et des normes IPC, collecter régulièrement des données sur la qualité à la réception et promouvoir l'amélioration des processus des fournisseurs afin de parvenir à un équilibre efficace entre la qualité et le coût.